

_______________________________________________________________________________________________
Конструкция вала отбора мощности ВОМ трактора Т-150
На тракторах Т-150 и Т-150К используют
двухскоростной независимый вал отбора мощности (ВОМ), состоящий из
редуктора с гидроподжимной муфтой и тормозом, привода и механизма
управления муфтой.
Редуктор ВОМ устанавливают на задней полураме трактора Т-150К или на
корпусе заднего моста трактора Т-150.
Разборка редукторов ВОМ Т-150
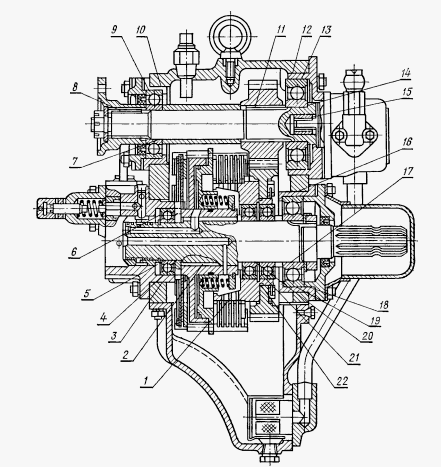
Рис. 74. Редуктор вала отбора
мощности ВОМ Т-150К
С установленного на стенд редуктора вала отбора мощности Т-150
снимают трубу всасывания и нагнетания, пробку сливного отверстия,
пробку-сапун, поддон, колпак, корпус уплотнения, корпус клапанов и
распределительного устройства, масляный насос, муфту фланца, корпус
уплотнения ведущего вала и замковую шайбу с ведомого вала.
Используя наставки и гидроскобу, выпрессовывают сначала ведущий вал
с крышкой, шестерней и втулкой, а затем ведомый вал с
уплотнительными кольцами и шарикоподшипниками. Вынимают из корпуса
гидроподжимную муфту с тормозом.
Стакан подшипника выпрессовывают из корпуса при помощи наставки и
молотка, а шарикоподшипник— с ведомого вала при помощи гидроскобы и
пустотелой наставки.
Гидроподжимную муфту разбирают на
приспособлении, применяемом для разборки муфт коробки передач.
Корпус редуктора ВОМ Т-150К:
- К основным дефектам относятся трещины и изломы, повреждение
резьбы, неплоскостность привалочных поверхностей, износ поверхностей
под крышки и стаканы подшипников.
- Корпус редуктора ВОМ Т-150 выбраковывают при наличии трещин,
которые выходят на посадочные поверхности, изломов и пробоин.
- Изношенные поверхности под крышки и стаканы подшипников
восстанавливают расточкой и установкой на эпоксидном клее стальных
колец с последующей их обработкой до номинального размера.
- При неплоскостности привалочных
поверхностей корпуса, превышающей 0,10 мм, их шлифуют.
- Трещины, которые не выходят на посадочные поверхности, разделывают
под сварку. Кромки разделки зачищают щеткой из нержавеющей проволоки
диаметром 0,15 мм и обезжиривают.
- Перед сваркой кромки разделки трещины травят 10%-ным раствором
NaOH, нагретым до 50...75 °С, осветляют в 10%-ном растворе азотной
кислоты при
18...20 °С, промывают горячей водой и сушат.
- После травления и осветления поверхность кромки трещины должна
быть серебристо-матовая, без следов загрязнения.
- Корпус редуктора вала отбора мощности Т-150К нагревают до
240...250 °С в течение часа и заваривают трещину аргонодуговой
сваркой неплавящимся
вольфрамовым электродом с присадочным прутком диаметром 4 мм из
сплава АВЛ-11.
- Сварной шов должен быть ровным, плотным, без трещин, пористости,
непроваренных мест и наплывов.
- После зачистки сварного шва его проверяют на герметичность. При
этом на поверхности шва, обработанной мелом, в течение 5 мин не
должны
появляться пятна керосина.
Валы редуктора ВОМ трактора Т-150:
- К основным дефектам ведущего и ведомого валов относятся износ
поверхностей под шарикоподшипники, шлицов и шлицевых пазов,
повреждение резьбы, деформация, износ поверхности под сальник и
кольца гидрораспределителя, органические и минеральные отложения в
каналах.
- Поврежденную резьбу валов наплавляют виброконтактным способом,
обтачивают до номинального размера, сверлят отверстия, фрезеруют
лыски и
нарезают новую резьбу.
- Изношенные шлицы вала наплавляют в среде углекислого газа. Вал
обтачивают, фрезеруют шлицы, закаливают их токами высокой частоты и
шлифуют
вал до номинального размера.
- Изношенные поверхности под подшипники качения наплавляют
виброконтактным способом наплавочной проволокой 1,8Нп-50, обтачивают
и шлифуют до
номинального размера.
- После обтачивания можно также обработать поверхности пластическим
деформированием при помощи обкатки роликами.
- Посадочные поверхности под подшипник качения с небольшим износом
восстанавливают при помощи эластомера ГЭН-150В. Втулку ведущего вала
с
изношенными сверх допустимых размеров шлицевыми пазами заменяют
новой.
Сборка редуктора ВОМ трактора Т-150К
Запрессовывают в поршень муфты тормоза сливной клапан и
устанавливают иа поршень уплотнительное кольцо и поршень.
Устанавливают в гнезда
поршня пружины, нажимную втулку и кольцо, а в барабан фрикциона —
диски и в канавки барабана—кольца. Ведущие диски муфты тормоза
должны
свободно перемещаться по шлицам.
Ведомые диски должны перемещаться в осевом направлении под действием
собственной массы. После сборки муфту с тормозом испытывают на
прижатие пакета дисков к упорному диску.
При этом под действием воздуха давлением 0,3...0,4 МПа (3,0... 4,0
кгс/см2) поршень должен плотно прижать пакет дисков к упорному
диску, а от усилия
пружин легко, без заедания возвратиться в первоначальное положение и
плотно зажать тормозной диск между нажимными дисками. Клапан
постоянного
давления собирают в таком порядке.
Запрессовывают в крышку втулку, завертывают во фланец регулировочный
винт и устанавливают шайбу. Устанавливают на золотник шайбу, а
золотник в
корпус. Устанавливают пружину, фланец и колпак и ввертывают в крышку
пробки.
При сборке клапана плавного включения устанавливают на эксцентрик
уплотнительные кольца, вставляют эксцентрик в гнездо крышки,
устанавливают
шток, пружину, гнездо клапана и шарик, после чего запрессовывают
седло и устанавливают фланец.
В собранном клапане шток должен свободно перемещаться в отверстии
под давлением эксцентрика и возвращаться в исходное положение под
действием
пружины возврата штока. Седло запрессовывают заподлицо с
поверхностью крышки.
К стенду для разборки и сборки редуктора ВОМ Т-150 ведомый вал
подается в подсобранном виде: с напрессованным подшипником 210,
проставочным и
стопорным кольцом, с уплотнительными кольцами в выточках и ввернутой
в торец вала пробкой; ведущий вал — с запрессованной шлицевой
втулкой
(привода масляного насоса), крышкой с подшипником 409, проставочным
кольцом, ведущей шестерней и втулкой; корпус уплотнения — с
резиновыми
манжетами, корпусом сальника, войлочным сальником и прокладкой;
стаканы подшипников — с подшипниками качения и прокладками.
На стенде гидроподжимную муфту с тормозом и ведомой шестерней
устанавливают в корпус редуктора и при помощи гидроскобы и
специальных наставок
запрессовывают ведомый вал в ведомый барабан.
При сборке ведомого
вала с гидроподжнмной муфтой совмещают маслоподводящие отверстия на
валу
с каналами в ступице барабана фрикциона.
Для этого ведомый вал и барабан фрикциона собирают так, чтобы стрелки, набитые на барабане и валу, были обращены вверх.
Со стороны шлицевого конца ведомого вала устанавливают проставочную втулку, напрессовывают подшипник 311 со стаканом и закрепляют его гайкой. Устанавливают корпус уплотнения в стакан подшипника, пользуясь специальной оправкой, и защитный колпак.
При установке корпуса
клапанов и
распределительного устройства предварительно совмещают выступы
корпуса с прорезями тормозного диска.
При помощи гидроскобы и специальных наставок запрессовывают в корпус
редуктора ВОМ Т-150К ведущий вал в сборе и шарикоподшипник 308 со
стаканом.
Устанавливают корпус уплотнения, муфту фланца, гидронасос НШ-6Т,
поддон, трубу всасывания и трубу нагнетания, ввертывают пробку
сливного
отверстия и пробку-сапун.
Перед сборкой маслопроводы гидросистемы редуктора ВОМ испытывают на
герметичность: трубу всасывания под давлением 0,3...0,4 МПа (3...4
кгс/см2),
а трубу нагнетания под давлением 5 МПа (50 кгс/см2).
Внутренние полости маслопроводов промывают, продувают сжатым
воздухом и предохраняют от загрязнения пробками. В собранном
редукторе ВОМ
валы должны легко проворачиваться от усилия руки, без рывков и
заедания. Собранный редуктор ВОМ обкатывают.
_______________________________________________________________________________________________
_______________________________________________________________________________________________
- Ходоуменьшитель МТЗ-82 и его работа
- Муфта сцепления МТЗ-82
- Неисправности оборудования гидравлической системы МТЗ-82
- Неисправности сцепления и КПП МТЗ-82
- Неисправности заднего моста МТЗ-82
- Регулировки ведущего моста МТЗ-82
- Компоненты рулевого механизма и ГУР МТЗ-82
- Неисправности систем управления и ходовой части МТЗ-82
- Неисправности рулевого механизма МТЗ-82
- Неисправности трансмиссии МТЗ-82
- Ремонт ведущего моста МТЗ-82
- Рулевое управление МТЗ-82 и его механизмы
- Раздатка трактора МТЗ-82
- Задний ВОМ МТЗ-82
_______________________________________________________________________________________________
- Детали рулевого управления ГОРУ трактора МТЗ-1221
- Рабочие функции ходоуменьшителя трактора МТЗ-1221
- Коробка переключения передач КПП МТЗ-1221
- Комплектующие детали переднего ведущего моста МТЗ-1221
- Привод переднего ведущего моста МТЗ-1221 и его работа
- Детали и регулировки сцепления трактора МТЗ-1221
- Рабочие системы дизельного двигателя минитрактора МТЗ-320
- Компоненты гидросистемы трактора МТЗ-320
- Детали и механизмы мостов трактора МТЗ-320
- Детали сцепления и коробка передач минитрактора МТЗ-320
- Система рулевого управления трактора МТЗ-320 Беларус
- Конструкция и регулировка сцепления тракторов ЮМЗ-6
- Устройство коробки передач трактора ЮМЗ
- Ремонт и регулировка переднего и заднего моста трактора ЮМЗ
- Регулировки и обслуживание рулевого управления трактора ЮМЗ
- Техническое обслуживание двигателя трактора ЮМЗ
- Дизель Д-144 тракторов Т-40
- Детали сцепления трактора Т-40
- Устройство коробки передач трактора Т-40
- Конструкция переднего ведущего моста Т-40
- Конструкция ВОМ трактора Т-40
- Элементы гидросистемы трактора Т-40